0467-78-4155
0467-78-4155 0467-78-4156
0467-78-4156


製品属性(仕様)
| 登録 番号 | X022 | ||
|---|---|---|---|
| 製品 分類 | 架台 | 業界 | 設備 |
| 材質 | SS400 | サイズ | 830×1000×430 |
| 板厚 | PL-4.5t、□50×2.3 | 工程 | 切断、レーザー、曲げ、TAP加工、TIG溶接、半自動溶接、仕上げ |
製品画像(様子)
|

|

|
|

|
特徴
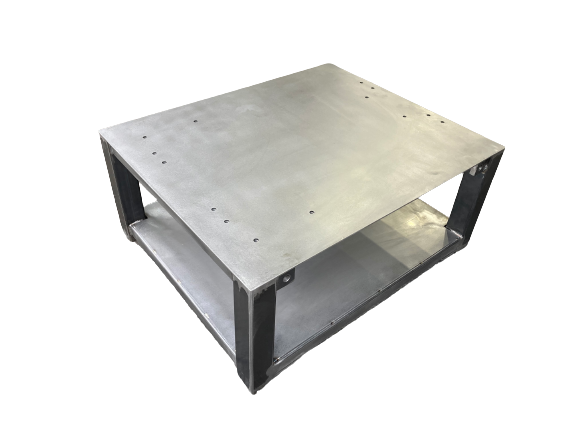
こちらは、「板金溶接・製缶加工.COM」が手がけた、産業用機械装置の土台となるベース架台の製作実績です。角パイプを主構造としたフレームに、天板および底面プレートを組み合わせたボックス構造の架台となります。重量のある産業機械を搭載するため、荷重に耐えうる溶接接合と、装置の精度を維持するための高い平面度が要求される製品です。
【加工のポイント】
異厚材の溶接と歪み対策 柱となる角パイプと、底面のt16mm厚板という「肉厚の異なる部材」を溶接接合しています。熱容量の差による溶接不良(溶け込み不足やオーバーラップ)を防ぐため、適切な電流調整と溶接スピードの管理を行いました。また、入熱による倒れや歪みを最小限に抑えるため、対角順での溶接や拘束治具を活用し、直角度を確保しています。
天板の平面度と穴加工精度 上部の天板には、機械装置を固定するための多数の取り付け穴が加工されています。溶接後の熱影響で天板に歪みが生じると、搭載する機械の水平が出ず、性能に悪影響を及ぼします。そのため、溶接組立後に歪み取りを行い、必要に応じてマシニング加工による面削を行うことで、厳密な平面度と穴位置精度を保証しています。
塗装まで一貫対応による外観品質 写真は素地(生地)の状態ですが、最終工程として焼付塗装や指定色への塗装を施して納品いたします。スパッタ除去やバリ取りなどの下地処理を徹底することで、塗装後の塗膜剥離を防ぎ、高品質な仕上がりを提供しています。
内部の部品固定")
































































")










")












")

品の架台・フレーム")


製ステップ")